 Chat with us
Chat with us
 Download Brochure
Download Brochure  Mon-Sat 9.00 AM to 6.00 PM
Mon-Sat 9.00 AM to 6.00 PM


 Send Inquiry
Send InquiryIndustrial Centrifugal Mud Pump
Price 8500.00 INR/ Set
MOQ : 01 Set
Industrial Centrifugal Mud Pump Specification
- Theory
- Centrifugal Pump
- Flow Rate
- Up to 50 m³/hr
- Material
- Cast Iron
- Structure
- Single Stage
- Suction Type
- Single Suction
- Volute Type
- Single Volute
- Nozzle Location
- End Suction
- Shaft Orientation
- Horizontal
- Power Source
- Electric
- Fuel System
- Direct
- Pressure
- Up to 8 bar
- Temperature
- Up to 120°C
- Inlet, Outlet Diameter
- Inlet: 100 mm, Outlet: 75 mm
- Speed
- 2900 RPM
- Application
- Mud transfer, slurry handling, dewatering, construction sites
- Usage
- Industrial, Municipal, Mining
- Noise Level
- Below 70 dB
- Seal Type
- Mechanical Seal
- Voltage
- 415V AC, Three Phase
- Motor Protection
- IP55
- Weight
- Approx. 85 kg
- Drive Mode
- Coupled
- Mounting Type
- Base Mounted
- Painting
- Epoxy Coated
- Solid Handling Capacity
- Up to 15 mm
- Pump Efficiency
- Up to 70%
- Impeller Type
- Closed Impeller
- Stage
- Single Stage
- Cooling Method
- Air Cooled
Industrial Centrifugal Mud Pump Trade Information
- Minimum Order Quantity
- 01 Set
- Supply Ability
- 50 Sets Per Month
- Delivery Time
- 1 Week
About Industrial Centrifugal Mud Pump
Centrifugal Mud Pump
Produced applying a modern technology is our Centrifugal Mud Pump that boasts of using centrifugal force for the transfer of fluids. This quality inspired pump is impressively designed to handle high viscosity drilling slurries. The sturdy design and powerful construction of the provided mud pump makes it appropriate for tough drilling conditions. Excellent stability and reduced vibration, enhances life of the pump. Our offered Centrifugal Mud Pump is highly acknowledged for being trouble-free in operation. The non-clogging feature allows in perfect dealing with suspended solids. The longer service life of our provided pump makes it a wonderful and beneficial purchase for clients.
Features
- Error-free functionality is the ruling attribute of our provided quality pump
- The provided pump is lighter in weight and excellent in speed
- Offered pump boasts of being very low on maintenance.
- This high quality pump is noted for being high energy efficient
Technical Specification
Discharge Size | 40 mm to 200 mm |
Power Source | Electric |
Pump Type | Centrifugal Pump |
Head | Up to 55 m |
Discharge Pressure | 5 Kg/cm2 (Maximum) |
Maximum Discharge Flow | 600 m3/hr. (Maximum) |
Temperature | 110 deg C |
Speed | Up to 3500 rpm |
Engineered for Rugged Performance
Our centrifugal mud pump is purpose-built to withstand harsh industrial, municipal, and mining environments. The cast iron construction and epoxy coating provide excellent durability against abrasion and corrosion. Its single-stage design facilitates easier maintenance and consistent performance. With direct electric drive and base mounting, installation is both straightforward and flexible for a variety of operational setups.
Optimized Handling of Solids and Slurries
Featuring a closed impeller and mechanical seal, this pump manages solids up to 15 mm efficiently. Its end suction, single volute configuration maximizes transfer rates, ensuring smooth and reliable handling of muddy fluids, slurries, and dewatering processes. The air-cooled motor ensures safety and longevity in extended operations without the need for water cooling.
FAQs of Industrial Centrifugal Mud Pump:
Q: How does the closed impeller design benefit mud and slurry transfer?
A: The closed impeller enhances efficiency by minimizing leakage and handling abrasive solids up to 15 mm. It maintains consistent flow and reduces wear, making it ideal for mud, slurry, and dewatering applications in industrial, municipal, or mining operations.Q: What are the main usage areas for this centrifugal mud pump?
A: The pump is commonly used in industrial, municipal, mining, and construction sites for mud transfer, slurry handling, and dewatering tasks. Its robust design ensures effective operation in environments demanding solid-laden fluid movement.Q: When should I choose a base-mounted, single-stage centrifugal pump?
A: Base-mounted, single-stage centrifugal pumps are preferable when users require stable installation, straightforward maintenance, and efficient operation for moderate pressure and flow rates. They are suitable for continuous-duty mud or slurry handling where reliability is paramount.Q: Where can this pump be sourced in India?
A: This pump is available via multiple supply channels in India, including distributors, exporters, manufacturers, suppliers, traders, and wholesalers. It can be ordered for industrial or commercial projects through authorized vendors.Q: What process steps are involved in installing this pump?
A: Installation involves securely fixing the base-mounted unit on a stable platform, connecting the inlet (100 mm) and outlet (75 mm) pipes, wiring the 415V AC, three-phase power supply, and ensuring IP55 protection compliance for safety. Final checks include verifying alignment, sealing, and cooling measures before operation.Q: How does mechanical sealing improve pump performance?
A: Mechanical seals minimize leakage and maintain pressure integrity, especially when handling abrasive and corrosive fluids. This enhances the pumps reliability, reduces maintenance frequency, and supports safer operation in continuous-duty environments.Q: What are the key benefits of using this mud pump for industrial applications?
A: Key benefits include efficient solid handling, quiet operation (below 70 dB), corrosion-resistant epoxy coating, high pump efficiency (up to 70%), motor protection (IP55), and adaptability for various heavy-duty uses such as dewatering, slurry transfer, and mud handling under temperatures up to 120C.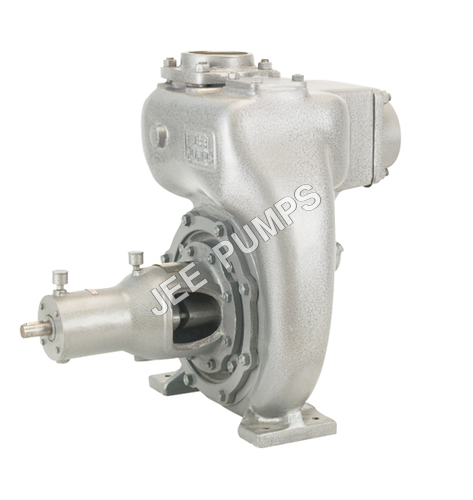
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Industrial Centrifugal Pumps Category

Industrial Centrifugal Chemical Pump
Price 15000.00 INR / Set
Minimum Order Quantity : 01 Set
Material : Polypropylene, Stainless Steel, Cast Iron (optional)
Speed : 2900 RPM
Volute Type : Other, Single Volute

150 m Industrial Centrifugal Process Pumps
Price 15000 INR / Piece
Material : Stainless Steel
Speed : High RPM
Volute Type : Axial split, Other
Warranty : 1 Year

Semi Open Impeller Centrifugal Coupled Pump
Price 6380 INR / Piece
Material : Stainless steel
Speed : 1450 RPM to 2900 RPM
Volute Type : Other, Single volute
Warranty : 12 months

Industrial Non Metallic Centrifugal Pump
Price 9500 INR / Piece
Material : Nonmetallic (Composite/Polymer)
Speed : Optimized as per model specifications
Volute Type : Single volute, Other
Warranty : Standard warranty of 12 months
"We do not entertain inquiries from resellers."
Contact Us
- Plot No. L-1 & 2, Near Water Tank, G.I.D.C. Estate, Odhav, Ahmedabad - 382415, Gujarat, India
- Phone : 08045813503
JEE PUMPS LIMITED
D&B D-U-N-S Number : 67-639-0351
- Mr Prakash (Director)
- Mobile : 08045813503
- Send Inquiry
- Toll free number :1800-233-8787

 Call Me Free
Call Me Free
JEE PUMPS LIMITED
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.
