 Chat with us
Chat with us
 Download Brochure
Download Brochure  Mon-Sat 9.00 AM to 6.00 PM
Mon-Sat 9.00 AM to 6.00 PM


 Send Inquiry
Send InquiryIndustrial Chemical Industries Pump
Price 19500.00 INR/ Set
MOQ : 01 Set
Industrial Chemical Industries Pump Specification
- Theory
- Centrifugal Pump
- Max Suction
- 6 to 8 meters
- Flow Rate
- Up to 200 m³/h
- Noise Level
- <75 dB
- Head Size
- Up to 65 meters
- Control System
- Automatic/Manual Options
- Voltage
- 220V / 380V
- Speed
- 1450/2900 RPM
- Caliber
- 25-100 mm
- Inlet/Outlet
- 1 to 4 Inches
- Working Temperature
- -10°C to 80°C
- Frequency
- 50 Hz / 60 Hz
- Discharge Pressure
- Up to 6 bar
- Features
- Corrosion Resistant, Leak Proof, Easy Maintenance
- Mounting Type
- Base Mounted
- Material
- Cast Iron / Stainless Steel
- Structure
- Horizontal Centrifugal
- Power
- 0.75 kW to 22 kW
- Standard
- ISO 5199
- Fuel Type
- Electric
- Pressure
- Up to 6 bar
- Usage
- Industrial Chemical Transfer
- Application
- Chemical Industries, Pharmaceuticals, Petrochemicals
- Suction Type
- Single Stage
- Seals Type
- Mechanical Seal
- Priming
- Self Priming
- Pump Type
- Chemical Process Pump
- Capacity
- Custom as per Requirement
- Max Solid Passage
- 8 mm
- Protection Class
- IP55
- Impeller Type
- Closed / Semi Open Impeller
- Painting
- Epoxy Coated
- Bearing Type
- Heavy Duty Ball Bearing
- Shaft Material
- High-Grade Stainless Steel
- Service Life
- Long Service Life
- Cooling Method
- Air Cooled
- Installation Position
- Horizontal
Industrial Chemical Industries Pump Trade Information
- Minimum Order Quantity
- 01 Set
- Supply Ability
- 50 Sets Per Month
- Delivery Time
- 1 Days
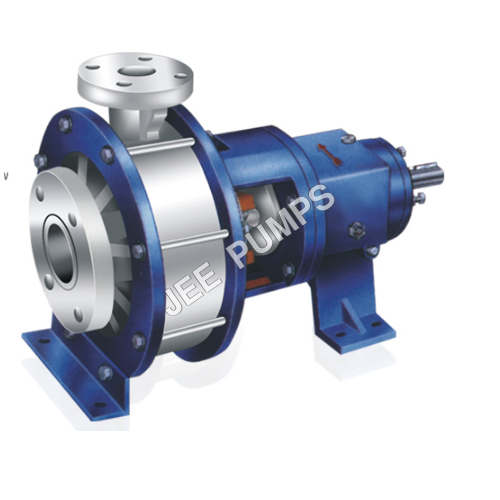
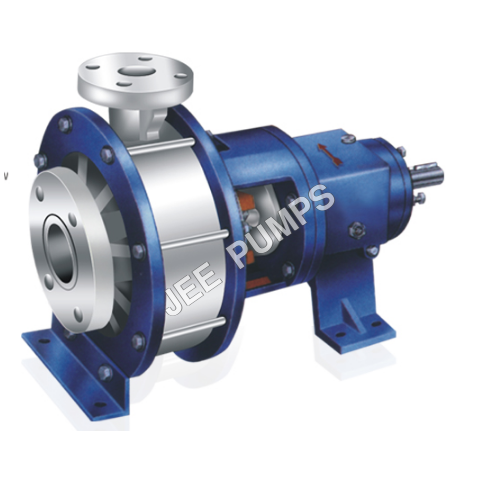
About Industrial Chemical Industries Pump
The premium Chemical Industries Pumps that we offer to clients are completely suitable for the maintenance free and corrosion proof pumping requirements of many application areas. The pumps can handle hazardous as well as corrosive chemical substance, they assure a proper circulation of the same with ease. Our top grade Chemical Industries Pumps are famous for their reliable build and operational efficiency. The quality performance that these pumps render is applaud worthy. No other alternate available in the market meets the requirements of clients as our chemical pumps do. One can avail our pumps at reasonable prices from us at any point of time.
Features
- Our top grade pumps are acclaimed for their seamless finish
- Our chemical pumps are highly durable and have no defects
- Our pumps showcase an exceptional operational efficiency when in use
- Our reliable array of pumps is approved by many experts
Specification
| Capacity | Up To 80 m3/hr |
| Temperature | 110 Deg C |
| TDH Head | Up To 62 mtr |
| Speed (at 60 Hz) | 1750 / 3500 rpm |
| Speed (at 50 Hz) | 1450 / 2880 rpm |
| Pump Sizes | DN 25 mm TO 50 mm |
Exceptional Durability and Corrosion Resistance
Built with high-grade stainless steel shafts and robust cast iron or stainless steel materials, this pump is designed to perform in harsh chemical environments. Its epoxy-coated surface enhances resistance to corrosion, ensuring a long service life even under demanding industrial conditions.
Flexible Performance for Varied Applications
With closed or semi-open impeller types and a self-priming, single stage centrifugal design, this pump handles a range of chemicals, solids (up to 8 mm), and temperatures (-10C to 80C). It supports both automatic and manual control, making it adaptable for diverse industrial needs in chemical, pharmaceutical, and petrochemical sectors.
Efficient and Safe Operation
Equipped with an IP55 protection class, heavy-duty ball bearings, and a reliable mechanical seal, the pump delivers leak-proof, low-noise (<75 dB) performance. Air cooling ensures operational efficiency, while installation is simplified with a base-mounted, horizontal structure. Meets ISO 5199 standards for chemical process pumps.
FAQs of Industrial Chemical Industries Pump:
Q: How does the self-priming function of this chemical process pump benefit industrial applications?
A: The self-priming capability allows the pump to evacuate air from the suction line, enabling quick and efficient startup without manual intervention. This reduces downtime and simplifies operations in environments where fluid levels may fluctuate, making it highly practical for industrial chemical transfer.Q: What types of fluids and solids can this pump handle?
A: Thanks to its closed or semi-open impeller design and maximum solid passage of 8 mm, the pump can safely transfer a range of corrosive or viscous chemicals, suspended solids, and industrial fluids commonly found in the chemical, pharmaceutical, and petrochemical industries.Q: When should I choose a closed impeller versus a semi-open impeller?
A: A closed impeller is ideal for clean or mildly contaminated fluids, offering higher efficiency, while the semi-open impeller is more suitable for fluids containing suspended solids or fibrous materials, facilitating easier passage and reducing clogging risks.Q: Where can this pump be installed for optimal performance?
A: The pump is designed for horizontal installation on a base mount in industrial environments, such as chemical plants, pharmaceutical manufacturing facilities, and petrochemical refineries. It is compatible with voltages of 220V or 380V, making it versatile for various settings.Q: What maintenance process is recommended for this pump?
A: Regular checks of the heavy-duty ball bearings, mechanical seals, and impeller are advised to ensure sustained leak-proof operation. The pumps corrosion-resistant construction and easy-access design streamline routine maintenance and prolong service life.Q: What are the operational benefits of IP55 protection and epoxy coating?
A: IP55 protection shields the pump from dust and water ingress, while epoxy coating enhances resistance to chemicals and abrasion. Together, they ensure reliable performance and extend the longevity of the equipment in harsh industrial environments.
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Industrial Polypropylene Pumps Category

Industrial HCL Acid Pump
Price 45000.00 INR / Set
Minimum Order Quantity : 01 Set
Suction Type : End Suction
Theory : Centrifugal Pump
Mounting Type : Base Mounted
Features : Corrosion Resistant, Leakproof, Heavy Duty, Low Maintenance
Industrial Non-Metallic Circulation Pump
Price 22000.00 INR / Set
Minimum Order Quantity : 01 Set
Suction Type : Single
Theory : Centrifugal Pump
Mounting Type : Base Mounted
Features : Corrosion Resistant, Chemical Resistant, Lightweight, Low Maintenance

Industrial Liquid Transfer Pump
Price 15000.00 INR / Set
Minimum Order Quantity : 01 Set
Suction Type : Gravity / Vacuum Suction
Theory : Centrifugal Pump
Mounting Type : Base Mounted
Features : Corrosion Resistant, Compact Design, Easy Installation
Industrial Polypropylene Process Pump
Price 22000.00 INR / Set
Minimum Order Quantity : 01 Set
Suction Type : Horizontal suction
Theory : Centrifugal Pump
Mounting Type : Base plate mounted
Features : Corrosion resistant, Leakfree operation, Maintenance friendly
"We do not entertain inquiries from resellers."
Contact Us
- Plot No. L-1 & 2, Near Water Tank, G.I.D.C. Estate, Odhav, Ahmedabad - 382415, Gujarat, India
- Phone : 08045813503
JEE PUMPS LIMITED
D&B D-U-N-S Number : 67-639-0351
- Mr Prakash (Director)
- Mobile : 08045813503
- Send Inquiry
- Toll free number :1800-233-8787

 Call Me Free
Call Me Free
JEE PUMPS LIMITED
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.
